
Moulage sous pression basse pression : Guide avancé pour la fabrication de précision
La fonte sous pression basse pression est une technique de coulage des métaux très appliquée dans la production contemporaine. Il utilise des forces contrôlées à basse pression pour remplir les moules, contrairement à la fonte par gravité traditionnelle, atteignant une grande précision dimensionnelle, une faible porosité et de bonnes finitions de surface. Il est utilisé dans les composants automobiles, aérospatiaux et industriels où des pièces extrêmement précises et reproductibles sont requises. La connaissance de la moulage sous pression basse pression permettrait aux fabricants et ingénieurs de maximiser la production, de minimiser les défauts et de maximiser les performances des pièces.
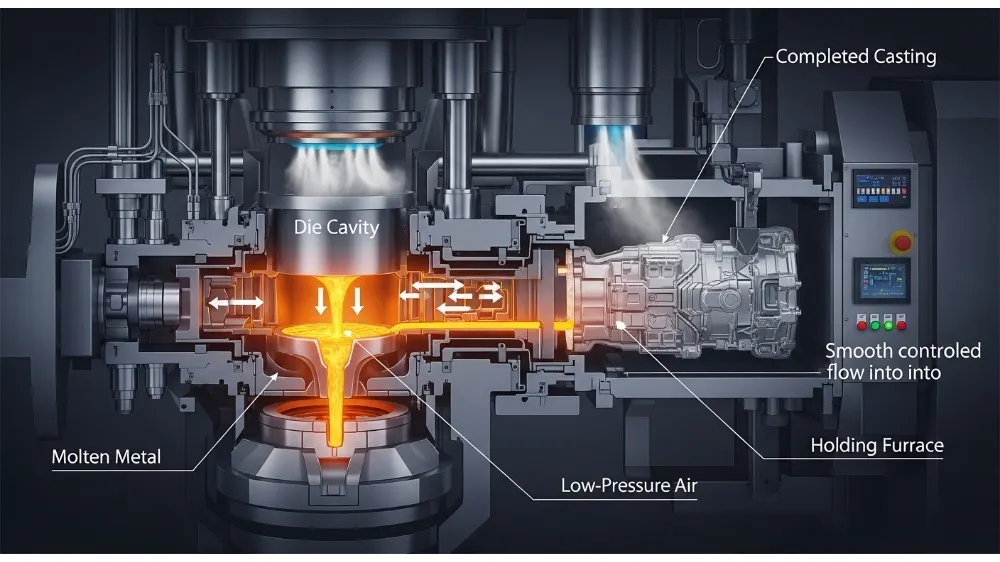
Qu’est-ce que la moulée sous pression en basse pression ?
La moulage sous pression basse pression est un autre procédé par lequel le métal en fusion est forcé dans un moule réutilisable sous basse pression, généralement de 0,5 à 2 bars. Le métal est extrait d’un four fermé par un tube de remontage dans la cavité du moule. Cette méthode réduit la turbulence, diminue l’emprisonnement des gaz et un flux uniforme des métaux dans le composant. Ce n’est pas similaire à la moulée sous pression haute pression car des vitesses d’injection plus lentes et des pressions plus basses sont utilisées pour développer des pièces moulées solides et denses ayant de bonnes qualités mécaniques.
Tous les avantages importants de la fonte sous pression basse pression
Le procédé présente plusieurs avantages pour les fabricants qui souhaitent améliorer la qualité et l’efficacité :
- Précision dimensionnelle régulière des géométries complexes.
- Moins de porosité et une intégrité structurelle améliorée.
- Finition de surface de haute qualité et moins d’usinage.
- Ferraille minimale et utilisation efficace des matériaux.
- Plus de contrôle sur le flux des métaux, réduction des défauts.
Ce sont là quelques-uns des avantages qui font de la coulée sous pression basse pression le procédé idéal utilisé pour les composants haute performance nécessitant une fiabilité comme les composants moteur, supports et boîtiers.

Matériaux couramment utilisés
La moulage sous pression basse pression est le plus souvent réalisé avec de l’aluminium et ses alliages, car ils présentent une grande fluidité, une résistance à la corrosion et un rapport résistance/poids. Lorsqu’il existe des exigences mécaniques ou thermiques particulières, il est également utilisé des alliages de magnésium et certains alliages de cuivre. Le choix du matériau est très important car il influence directement la conception du moule, le temps d’utilisation et la performance finale de la pièce.
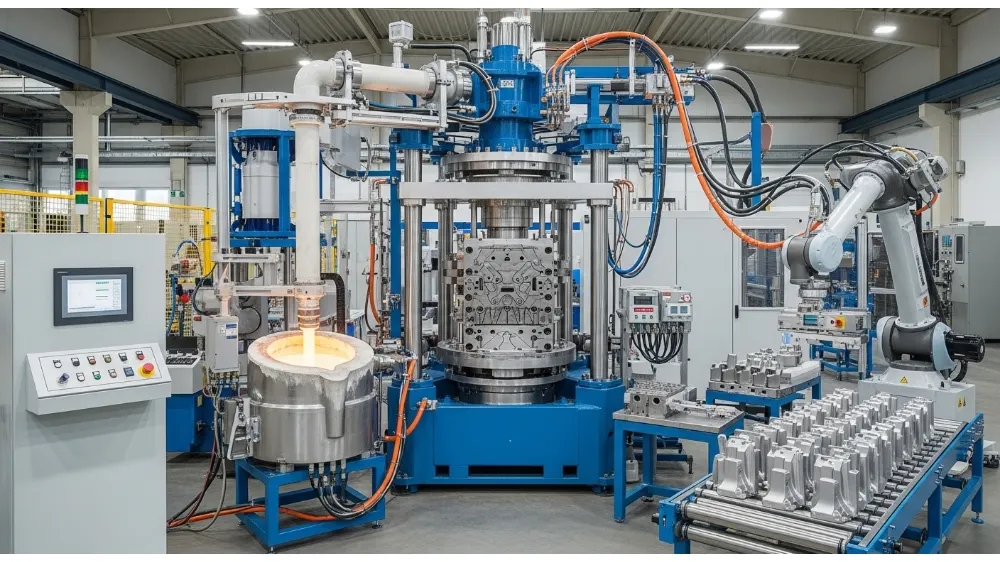
Le processus de casting étape par étape
Le procédé de moulage sous pression basse pression implique généralement plusieurs étapes synchronisées :
Préparation du four :Le métal en fusion est chauffé dans un four fermé à la température requise.
Insertion du tube élévateur :Le tube de remontage est une connexion entre le four et le moule permettant de contrôler la quantité de métal écoulant.
Remplissage de moule :Sous basse pression, le métal est forcé dans la cavité du moule, ce qui réduit la turbulence et les défauts.
Solidification :Le métal en fusion est pressé en état solide puis transformé progressivement en solide afin d’obtenir des moulages uniformes et denses.
Éjection et finition :La moulée est éjectée du moule, taillée et prête à subir tout usinage ou finition de surface supplémentaire.
Ce type de procédé contrôlé garantit un rapport entre la rapidité de production et la qualité du produit, il est donc optimal dans les applications de précision.

Comparaison avec la coulée par gravité et la coulée à haute pression
La coulée basse pression diffère de la coulée par gravité en ce que le métal n’est pas poussé par le poids du matériau dans les moules, mais plutôt par la pression qui, grâce au contrôle, garantit que le moule reste exempt de turbulences et que la porosité est minimisée. Il offre des vitesses et des pressions plus faibles que la fonte sous pression haute pression et produit une grande précision dimensionnelle ainsi qu’une faible contrainte lors de la coulée. L’un des usages de la fonte sous pression basse pression est lorsque les fabricants exigent une grande précision des tolérances et que le coût et la complexité des systèmes à haute pression sont indésirables.
Applications de la fonte sous pression basse pression
La moulée sous pression, réalisée à basse pression, est utilisée dans de nombreux secteurs où la précision, la durabilité et la constance sont d’une importance capitale. Les usages courants sont :
- Industrie automobile :Pièces structurelles, pièces de suspension et blocs moteur.
- Composants aérospatiaux :Boîtiers et supports légers et résistants.
- Machines industrielles :Carters de pompe, boîtiers d’engrenages et systèmes hydrauliques.
- Biens de consommation :Boîtiers électroniques, vaisselle et décorations intérieures.
Il est également efficace notamment dans le cas des moulages de taille moyenne à grande, qui nécessitent des surfaces de haute qualité avec un post-traitement minimal.
Spécifications de conception de la coulée sous pression basse pression
Pour rendre la fonte sous pression basse pression aussi bénéfique que possible, les ingénieurs doivent prendre en compte plusieurs facteurs :
- Conception du moule :La barrière et le positionnement des risers sont réalisés de manière appropriée pour garantir un remplissage uniforme.
- Épaisseur des parois :Ne laissez pas de zones trop fines qui pourraient provoquer des failles.
- Angles de draft :Cela facilite le retrait du moule sans abîmer la moulage.
- Plan de refroidissement :Réguler la solidification afin de réduire le retrait et les contraintes internes.
- Choix d’alliage :Corrélez les propriétés des matériaux avec les besoins fonctionnels.
Lorsque les détails sont correctement observés, les composants auront les bonnes dimensions et les qualités mécaniques appropriées, tout en gaspillant un minimum de déchets et de ferrailles.
Stratégies d’optimisation des processus
L’optimisation de la moulage sous pression basse pression améliore l’efficacité et la qualité des pièces :
- Régulation de la température :Une température métallique uniforme raccourcit les défauts et les temps de cycle.
- Contrôle de la pression :Ainsi, la densité est uniforme lorsque la pression est ajustée selon la géométrie.
- Systèmes de contrôle automatisés :Les machines modernes sont actionnées via un moniteur en temps réel de la pression et du débit.
- Réparation des outillages :Les fuites peuvent être évitées par une inspection régulière et améliorer la répétabilité.
Grâce à ces mesures, les fabricants ont pu fabriquer en grande quantité des moules uniformes, sans défauts.
Contrôle qualité et inspection
Les objectifs du contrôle qualité en moulage sous pression basse pression portent sur la précision dimensionnelle, la finition de surface et les propriétés mécaniques :
- Essais non destructifs :Les rayons X et les tests ultrasoniques révèlent la porosité ou des défauts internes.
- Mesure dimensionnelle :Les machines de mesure de coordonnées (CMM) vérifient les tolérances.
- Inspection de surface :L’inspection visuelle et tactile est utilisée pour détecter une finition lisse et des surfaces libres.
- Essais mécaniques :Les essais de dureté et les essais de traction vérifient l’intégrité structurelle.
Des mesures de qualité strictes sont nécessaires dans des secteurs tels que l’automobile et l’aérospatiale, où la défaillance des pièces peut être très coûteuse.
Défis et solutions communs
Bien qu’il s’agisse d’une méthode très efficace, la moulage sous pression basse pression peut rencontrer des problèmes :
- Porosité :Le gaz piégé est minimisé par la manipulation du remplissage et le dégazage du métal en fusion.
- Fermetures froides :La préchauffe correcte des moules et le contrôle du débit empêchent les moules non remplis.
- Défauts de surface :La finition, les moules polis et un contrôle précis de la pression améliorent la qualité de la finition.
- Régularité du cycle :La surveillance automatisée des processus permet un casting répétable.
Les problèmes peuvent être traités plus tôt dans la phase de conception/installation ; Cela rendra le processus aussi fiable que possible.
Questions fréquemment posées (FAQ)
Q1 : Quel est le principal avantage de la fonte sous pression basse pression ?
R : Il offre une grande précision, une faible porosité et d’excellentes finitions de surface par rapport à la gravité ou à la moulée haute pression.
Q2 : Quels matériaux sont les plus adaptés à la fonte sous pression basse pression ?
R : Les alliages d’aluminium sont les plus courants, tandis que les alliages de magnésium et de cuivre sont utilisés pour des applications spécialisées.
Q3 : En quoi la coulée sous pression basse pression diffère-t-elle de la coulée haute pression ?
R : Elle utilise un écoulement métallique plus lent et une pression plus basse, ce qui permet une meilleure précision dimensionnelle et réduit les contraintes internes.
Q4 : Peut-on utiliser la fonte sous pression basse pression pour les composants de grande taille ?
R : Oui, il convient aux pièces de taille moyenne à grande nécessitant précision et qualité constante.
Q5 : Pourquoi la conception des moules est-elle importante dans la moulage sous pression basse pression ?
R : Une conception correcte du moule garantit un remplissage uniforme, moins de défauts et une éjection plus facile des pièces moulées.
Q6 : Quelles industries dépendent le plus du coulage sous pression basse pression ?
R : Automobile, aérospatiale, machines industrielles et électronique grand public.
Q7 : Le sous pression basse pression nécessite-t-il un post-traitement ?
R : Un usinage ou une finition minimale peuvent être nécessaires en fonction des exigences de tolérance et de qualité de surface.
Conclusion
La coulée sous pression de précision à basse pression est un procédé efficace, contrôlable et de haute qualité, et est donc un procédé privilégié pour les composants métalliques complexes et haute performance. Grâce à la connaissance du procédé, du choix des matériaux, des facteurs de conception et des mesures d’optimisation, les fabricants peuvent désormais fabriquer des modèles uniformes, fiables et précis qui répondent aux exigences industrielles strictes. En respectant les normes les plus performantes, nous sommes garantis une durée de vie plus longue de l’outil, une bonne qualité de surface et la réduction des coûts de production, faisant de la fonte sous pression basse pression l’un des piliers de la fabrication moderne des métaux.